
全德力30年
專注模具五金真空熱處理
- 咨詢服務(wù)熱線:
- 134-1070-6527
專注模具五金真空熱處理
![]() 當(dāng)前位置:首頁>熱處理項(xiàng)目>真空熱處理
當(dāng)前位置:首頁>熱處理項(xiàng)目>真空熱處理
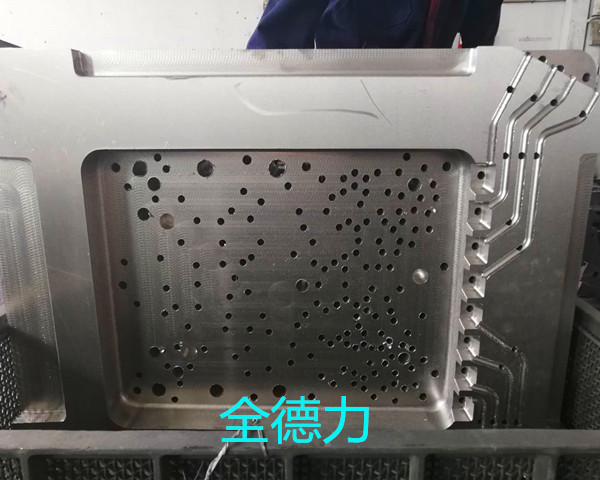
壓鑄模具是鑄造金屬零部件的一種工具, 一種在專用的壓鑄模鍛機(jī)上完成壓鑄工藝的工具。壓鑄的基本工藝過程是:金屬液先低速或高速鑄造充型進(jìn)模具的型腔內(nèi),模具有活動(dòng)的型腔面,它隨著金屬液的冷卻過程加壓鍛造,既消除毛坯的縮孔縮松缺陷,也使毛坯的內(nèi)部組織達(dá)到鍛態(tài)的破碎晶粒。毛坯的綜合機(jī)械性能得到顯著的提高。

華南區(qū)交貨更快、設(shè)備更多、工藝更好的熱處理服務(wù)商




地址:深圳市光明新區(qū)公明田寮塘口第七工業(yè)區(qū)27棟
電話:134-1070-6527 習(xí)先生 0755-27161639
傳真:0755-27162003
備案號(hào):粵ICP備13051945號(hào) 深度網(wǎng)絡(luò)技術(shù)支持
掃一掃,獲取真實(shí)報(bào)價(jià)

Copyright @ 2019 All Rights Reserved 深圳市全德力金屬處理科技有限公司 版權(quán)所有 網(wǎng)站地圖
 24小時(shí)全國服務(wù)熱線
24小時(shí)全國服務(wù)熱線